Сварка – это способ, которым куски металла неразъемно соединяются друг с другом. Почти все вокруг вас было либо сварено, либо сделано каким-то сварным оборудованием. Вы знаете тот кофейник из нержавеющей стали? Это было сварено. Твоя машина? Это тоже было сварено. И хотя ваши рабочие ботинки и рабочие перчатки, вероятно, не были такими, вы можете с уверенностью поспорить, что они были сделаны на машинах, которые были.
Существует несколько различных типов сварки, каждый из которых используется для определенного типа металла или шва. Каждый метод использует различные инструменты, оборудование и методы. Кроме того, несмотря на то, что существует большое разнообразие методов сварки, есть четыре наиболее часто используемых.
1. SMAW: Дуговая сварка защищенным металлом
Дуговая сварка защитным металлом, часто называемая дуговой сваркой, является очень распространенным и популярным методом сварки. Обычно он используется в строительстве, производстве стали, трубопроводных работах и для ремонта тяжелого оборудования. Это тип дуговой сварки, при котором электрический ток, подобный разряду молнии, проходит между электродом или «сварочным стержнем» (частью, которую вы держите в руке) и подложкой (металл, который вы свариваете).
При сварке электродом сварщик использует плавящийся электрод; то есть сам сварочный стержень плавится, создавая сварной шов. Электроды имеют флюсовый сердечник, представляющий собой химический очиститель. Когда металл в электроде плавится, флюс предотвращает окисление, которое может ослабить сварной шов.
2. GMAW: дуговая сварка металлическим газом
Этот тип сварки, также называемый сваркой MIG (металлическая сварка в среде инертного газа), также использует плавящийся электрод. Однако при сварке MIG электрод представляет собой сплошную проволоку, которая постоянно пропускается через сварочную горелку. Сварочные аппараты MIG предназначены для работы с различными размерами и калибрами этих сварочных проволок.
Вместо использования флюса для предотвращения окисления и других агентов, ослабляющих металл, сварщики MIG используют инертный газ, который также пропускают через сварочную горелку. Этот газ может быть двуокисью углерода или смесью двуокиси углерода и аргона. Сварка MIG также может привести к меньшему количеству дыма, чем сварка электродом.
Этот тип сварки прост в освоении и может использоваться для широкого спектра металлов. Благодаря наличию портативных сварочных аппаратов MIG, дуговую сварку металлическим газом стало намного проще доставить к месту проведения необходимых работ.
3. FCAW: Дуговая сварка порошковой проволокой
Дуговая сварка с флюсовой проволокой сочетает в себе скорость сварки MIG и эффективность сварки электродом. Как и при сварке MIG, рабочие, выполняющие дуговую сварку с флюсовой проволокой, постоянно пропускают проволоку через горелку. Однако эта проволока (плавящийся электрод) имеет флюсовую сердцевину, как и электроды, используемые при электродуговой сварке. Это устраняет необходимость добавления инертного газа, необходимого для сварки MIG.
Этот тип сварки предпочтительнее из-за его скорости и более высокой эффективности электрода. Для этого вида сварки доступно множество различных видов электродов. Большинство из них являются либо самозащитными, либо газозащищенными и входят в множество классификаций. Прежде чем приступить к любому проекту дуговой сварки с флюсовой проволокой, убедитесь, что вы проверили различные типы электродов FCAW, чтобы убедиться, что вы выбрали подходящий для вашего проекта.
4. GTAW: дуговая сварка вольфрамовым электродом в среде защитного газа
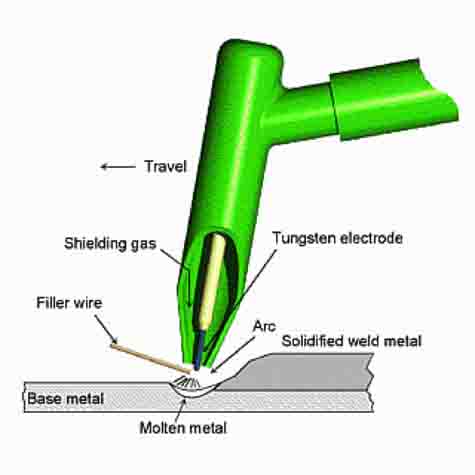
Этот тип сварки известен под несколькими распространенными названиями — сварка ВИГ, гелиаруговая сварка и дуговая сварка вольфрамовым электродом. В отличие от других упомянутых выше видов сварки, в этом типе не используется плавящийся электрод. Вместо этого сварщик использует внешний стержень для создания расплавленного металла, необходимого для ковки сварного шва.
Сварка TIG известна своими прочными высококачественными сварными швами, хотя она требует более высокого уровня навыков, чем другие виды сварки. Сварные швы, выполненные сваркой TIG, также имеют тенденцию быть очень чистыми и привлекательными для глаз. Дуговая сварка вольфрамовым электродом требует защиты от инертного газа, которым для этого типа сварки обычно является аргон или смесь аргона.
Инструменты торговли
Для выполнения любой ручной сварки вам потребуется определенное оборудование. Вам понадобится сварочный аппарат; это создает высокие электрические потребности для создания дуги, которой вы в конечном итоге сварите. Вам понадобится какой-то тип электрода — расходуемый или нет. Если вы не работаете с электродами с флюсовой сердцевиной или если требуется защитный газ, вам также потребуется подать инертный газ.
Независимо от того, какой вид сварки вы выберете, убедитесь, что у вас всегда есть надлежащие средства индивидуальной защиты. Это означает использование качественных перчаток и обуви для сварщиков, огнеупорной одежды и, прежде всего, правильного сварочного щитка.
Руководство по оборудованию и расходным материалам TIG
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.

Сварка TIG (GTAW) — это процесс, в котором используется неплавящийся вольфрамовый электрод для получения сварного шва с присадочным материалом или без него.
Оборудование значительно отличается от оборудования для сварки MIG и несколько отличается от того, что используется для сварки электродами. Тем не менее, сварочный аппарат с подходящими принадлежностями может быть приспособлен для сварки TIG.
Основные компоненты оборудования TIG включают:
- Вольфрамовый электрод
- Сварочный аппарат (постоянный ток-CC, AC, DC+, DC- или AC/DC). Есть преимущества в том, чтобы получить машину, предназначенную для сварки TIG, чтобы оставаться сбалансированной во время сварки (см. объяснение ниже). Вне зависимости от типа ВЧ блок должен быть встроенным или приставным.
- Горелка или электрододержатель
- Подача защитного газа (гелий, аргон или смесь): аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле.
- Присадочный металлический стержень
- Средства индивидуальной защиты, включая перчатки для сварки TIG
Большая часть сварки выполняется с использованием постоянного или переменного тока. Хотя оборудование стоит дороже, у процесса TIG есть много преимуществ.
Одним из важных недостатков является то, что GTAW менее экономична, чем процессы с использованием расходуемого электрода для сечений толщиной более 3/8 дюйма.
Обзор
Основные характеристики оборудования для сварки TIG показаны на рис. 10-33. Основные компоненты, необходимые для сварки TIG:
- Сварочный аппарат TIG (см. рекомендуемые сварочные аппараты TIG здесь)
- Держатель сварочного электрода и вольфрамовый электрод
- Подача и управление защитным газом
- Доступны несколько дополнительных аксессуаров, в том числе ножной реостат для контроля тока во время сварки, системы циркуляции воды для охлаждения электрододержателей и дуговые таймеры.
Схема сварочного оборудования TIG
Существуют блоки питания переменного и постоянного тока со встроенными высокочастотными генераторами, разработанные специально для сварки TIG.
Они автоматически контролируют поток газа и воды, когда начинается и заканчивается сварка.
Если электрододержатель (горелка) охлаждается водой, необходима подача охлаждающей воды.
Держатели электродов сделаны таким образом, чтобы электроды и газовые сопла можно было легко заменить.
Механизированное оборудование TIG может включать в себя устройства для проверки и регулировки уровня сварочной горелки, оборудование для обработки работ, приспособления для зажигания дуги и управления потоком газа и воды, а также механизмы подачи присадочного металла.
Сварочный аппарат GTAW

Сварочные аппараты TIG
При сварке методом GTAW (TIG) количество выделяемой тепловой энергии зависит от полярности дуги, напряжения дуги и силы тока. Полярность описывает направление тока при сварке постоянным током.
Существует два способа протекания сварочного тока: DCSP и DCRP.
DCSP сварка
Постоянный ток, протекающий от электрода (–) к заготовке (+), представляет собой постоянный ток прямой полярности или DCSP. В большинстве случаев сварка TIG выполняется на переменном или постоянном токе.
Сварка DCRP
Ток, который течет от заготовки (–) к электроду (+), представляет собой постоянный ток обратной полярности или DCRP.
Балансная и несбалансированная сварка
Сварочные аппараты переменного тока бывают либо несбалансированными, либо сбалансированными.
В машинах переменного тока теоретически ток в половине случаев течет по DCRP, а по DCSP — в половине случаев.
Когда ток протекает в половине цикла DCRP, ток течет от заготовки к электроду, вызывая высокое сопротивление протеканию тока. Это сопротивление, вызванное током, протекающим от основного металла (большого проводника), перемещается к сосредоточенной точке вольфрамового электрода, что приводит к его нагреву.
В половине цикла DCSP ток течет от кончика электрода, маленького проводника, к заготовке, большого проводника.
Такое направление тока оказывает охлаждающее действие на вольфрам и увеличивает его пропускную способность по току.
Синусоида становится «несбалансированной», когда машина переменного тока не компенсирует более высокое сопротивление в части цикла DCRP.
В половине случаев напряжение выше ожидаемого (DCSP) и в половине случаев напряжение ниже ожидаемого (DCRP).
В машинах переменного тока без необходимой схемы для синусоидального баланса не следует устанавливать силу тока выше 50% от номинальной мощности. Если он установлен выше, то машина может быть повреждена.
Преимущество приобретения оборудования для сварки TIG на переменном токе, которое было разработано для сварки TIG, заключается в том, что синусоида сбалансирована. При разработке для сварки TIG имеется встроенная схема, которая компенсирует часть цикла DCRP, поддерживая равные или сбалансированные синусоиды.
Аппараты для ВЧ (высокочастотной) сварки TIG всегда необходимы
Независимо от того, используется ли для сварки TIG переменный или постоянный ток, в аппарат должен быть встроен высокочастотный (ВЧ) блок или к нему должен быть присоединен переносной блок.
Блок высокой частоты вырабатывает высокочастотное напряжение (несколько тысяч вольт) с частотой несколько миллионов циклов в секунду.
Ток в высокочастотной цепи составляет всего доли ампера.
Из-за высокого напряжения и частоты ток переносится по поверхности проводника, а не проникает по всему проводнику.
При сварке TIG на постоянном токе высокочастотный блок должен быть включен, чтобы дуга зажглась. Как только дуга стабилизируется, высокочастотный блок отключается.
На машинах постоянного тока, использующих навесной переносной блок ВЧ, высокочастотный контур нужно будет отключать вручную.
На машинах переменного тока TIG-сварочные аппараты с высокочастотными агрегатами используются для стабилизации дуги и ионизации газов в зоне дуги.
Ионизированные газы облегчают поддержание дуги при изменении направления тока.
Сварочные горелки TIG
Схема горелки TIG
Сварочные горелки TIG имеют рейтинг рабочего цикла как электрические устройства.
Рабочий цикл относится к макс. ток, который фонарь может выдержать за 10 минут.
Факелы состоят из нескольких компонентов:
- Электрические провода: которые начинаются со сварочного аппарата и подключаются к горелке
- Цанга: часть горелки, удерживающая вольфрамовый электрод.
- Колпачок электрода
- Сопло защитного газа: для управления потоком газа. Размер сопла определяется шириной валика и объемом газа. Форма сопла предназначена для снижения турбулентности. В некоторых конструкциях форсунок электрод выступает на 1 дюйм без потери газа или увеличения турбулентности. Форсунки изготавливаются из стекла Pyrex, пластика, металла и керамики. Керамика предназначена для сварочных работ до 275 ампер. Форсунки с металлическим покрытием или металлические сопла предназначены для работы с током более 300 ампер. Пластмасса (высокотемпературный пластик) и пирекс — это прозрачные насадки, которые необходимы для некоторых специальных сварочных работ.
- Шланг: несущий защитный газ
- Шланг водяного охлаждения (если только горелка меньшего размера не охлаждается воздухом): аппараты для сварки TIG с водяным охлаждением имеют 3 шланга, которые подходят к горелке.
- Один снабжен защитным газом и сделан из пластика, чтобы предотвратить химические реакции, которые могут вызвать загрязнение.
- Один несет комбинацию хладагента и свинца электрода. Провод представляет собой плетеную металлическую трубку с хорошей токопроводящей способностью.
Трубка покрыта резиновым или пластиковым изоляционным материалом. Ток проходит через плетеную металлическую трубку, а охлаждающая жидкость проходит через середину трубки. - Третий шланг ведет возврат охлаждающей жидкости в накопительный бачок или в слив.
Горелки для оборудования TIG других типов, такие как меньшие по размеру легкие горелки, имеют воздушное охлаждение и обычно имеют только один шланг, соединенный с ними, который представляет собой комбинированный провод электрода и шланг для защитного газа.
Провод электрода может быть либо тканой трубкой, либо гибким кабелем, а защитный газ охлаждает провод электрода по мере его поступления к горелке.
ВИГ-электроды
Электроды для сварки TIG бывают следующих видов:
- Чистый вольфрам: наименее дорогие, но имеют меньшую пропускную способность по току и легко загрязняются. Не используется по этой причине для ответственных сварных швов. Добавление тория или диоксида циркония улучшает проводимость вольфрама…
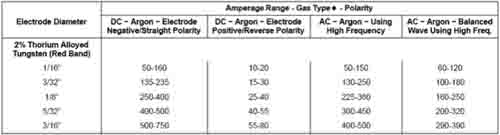
- Чистый вольфрам с сердечником из 1-2% тория: хорошая токопроводящая способность, дольше сохраняет форму, хорошая стойкость к загрязнению, легче зажечь дугу
- Вольфрам с 1 или 2% тория: предпочтителен для сварки общего назначения. Используется при сварке критически важных элементов, таких как самолеты, теплообменники, ядерные реакторы или ракеты.
- Вольфрам с содержанием циркония от 0.15 до 0.40 %: средний вариант с качеством между чистым вольфрамом и вольфрамом с вариантами тория.
Вольфрамовые электроды для сварки TIG также различаются по отделке:
- Чистая отделка: гладкая поверхность, без дефектов, подходит для большинства видов сварки TIG (GTAW)
- Бесцентровая шлифовка: зеркальное покрытие для работ, требующих высококачественной сварки.
Другие критерии выбора электрода для оборудования TIG:
- Диаметр электрода
- сила тока
- Тип тока
- Тип защитного газа
- Является ли высокочастотная волна сбалансированной или несбалансированной.
Перед использованием для сварки TIG электроды должны иметь размер и форму.
Для некоторых работ по сварке TIG требуются электроды определенной формы, которые используются для ответственных сварных швов.Электроды, которые загрязнены или слишком длинные, чтобы поместиться в колпачок электрода, должны быть укорочены.
Желаемая форма электрода после того, как он правильно сломан, представляет собой квадрат с тупым краем. Электроды можно сломать плоскогубцами, кусачками или молотком. Конец электрода должен иметь правильную форму после того, как он был сломан.
Для большинства сварных швов TIG требуется электрод с острым кончиком и ток DCSP. Для переменного тока (переменного тока) требуется закругленный конец электрода.
Для контроля любого защитного газа используется расходомер, калиброванный в литрах в минуту (л/мин) или куб. футов в час (cfh) или и то, и другое. Для точных показаний расходомер должен быть установлен в вертикальном положении.
Схема выбора вольфрамового электрода

Защитные газы для сварки TIG
Существуют различия между аргоном и гелием для защиты сварных швов TIG.
Другой подход заключается в использовании комбинации этих двух методов. Все описано ниже.
Аргон Газ
Газ аргон обеспечивает больший контроль и работает при более низком уровне нагрева, что делает его более подходящим для сварки более тонких металлов.
- Дешевле, чем гелий
- В 1.4 раза тяжелее воздуха и в 10 раз тяжелее воздуха, что обеспечивает лучший контроль дуговой сварки. Тяжелый газ может быть недостатком при сварке над головой.
- Более низкое напряжение дуги (по сравнению с гелием) при любой длине дуги и силе тока. При более низком напряжении выделяется меньше тепла, что снижает риск прожога и деформации металла, поэтому аргон лучше подходит для более тонких металлов.
- Хорошая стабильность дуги
- конус дуги сфокусирован
- Хорошее чистящее действие
- Более низкие напряжения дуги
- Расход 10-30 кубических футов в час
- Хороший старт дуги
Гелий Газ
Используется при сварке более толстого металла, требующего более высокого напряжения дуги.
- Меньшая стабильность низких усилителей
- Повышенное проникновение
- Меньшее очищающее действие
- Расклешенный конус дуги
- Более высокое напряжение дуги
- Более высокие скорости потока (2x)
- Трудный запуск дуги
- Более высокая стоимость, чем аргон
- Более высокая скорость передвижения
Смесь аргона и гелия
- Преимущества перед чистым аргоном
- Более высокие затраты, чем при использовании 100% аргона
- Улучшенная скорость передвижения
- Улучшенное проникновение
- Чистящие свойства ближе к чистому аргону
- Более высокие скорости потока, чем у чистого аргона
- Улучшенный запуск дуги
- Улучшенная стабильность дуги
- Форма конуса дуги более сфокусирована
- Производит дуговые напряжения между чистым аргоном и чистым гелием
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10,000 XNUMX других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
О Джеффе Гриле
Джефф Грилл родом из Лонг-Айленда, участка земли протяженностью 118 миль, который начинается недалеко от побережья Манхэттена и простирается глубоко в Атлантический океан. Он всегда интересовался сваркой с раннего возраста, и у него есть порезы и синяки, чтобы доказать это, когда он начал работать с различными металлами.


:max_bytes(150000):strip_icc()/how-to-grow-mushrooms-602527b7-b9a98bdb6a074fcfa2c3345929ce5761.jpg)

:max_bytes(150000):strip_icc()/spiraea-japonica-anthony-waterer-fence-83be8c6e-dfb34e8f5e5f4eecb6470a38fe4848b2.jpg)