Дуговая сварка защитным металлом (SMAW): методы и советы
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Операция дуговой сварки в защитном металле (SMAW) требует настройки, а затем сварки.
Как правило, фактор оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет примерно 25%. Остальное уходит на подготовку и удаление шлака.
Фактическая используемая технология сварки зависит от электрода, состава заготовки и положения свариваемого соединения.
Выбор электрода и положения при сварке также определяет скорость сварки.
Плоские сварные швы требуют наименьших навыков оператора и могут выполняться с помощью электродов, которые быстро плавятся, но медленно затвердевают. Это позволяет увеличить скорость сварки.
Наклонная, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для укладки сварного шва.
Настройка операции SMAW
Перед началом убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
- Очистите заготовку
- Зажмите деталь рядом со сварным швом
- Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электрода.
- Определите наилучшую длину дуги. Ориентировочно дуга для электрода диаметром от 1/16″ до 3/32″ составляет 1/16″ (1.6 мм). Длина дуги для электрода 1/8″ и 5/32″ составляет 1/8″ (3 мм).
- Имейте под рукой отбойный молоток, чтобы удалить шлак и перед выполнением второго прохода сварного шва.
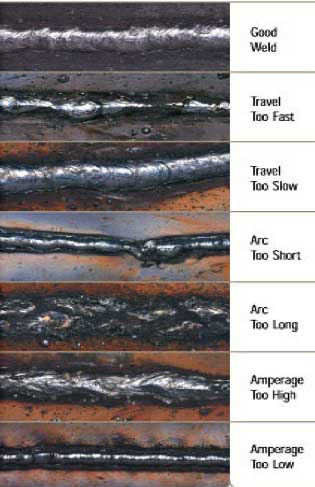
Примеры сварки стержнем
Эксплуатация
Запуск дуги
Техника старта с нуля:
Чтобы зажечь электрическую дугу в начале операции SMAW, электрод приводится в контакт с заготовкой, перетаскивается, как зажигание спички, а затем слегка оттягивается. Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он должен освободиться.
Техника постукивания:
Переместите электрод прямо к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, значит, она была поднята слишком высоко над заготовкой.
Работа с электрододержателем
Это инициирует плавление заготовки и расходуемого электрода и вызывает попадание капель электрода с электрода в сварочную ванну.
По мере плавления электрода флюсовое покрытие распадается, выделяя пары, которые защищают зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл по мере его продвижения от электрода к сварочной ванне.
Попав в сварочную ванну, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере затвердевания.
Сварка пазовых (стыковых) соединений
Прихваточные сварные швы
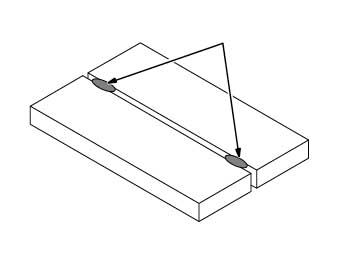
Прихватите два куска металла, чтобы удерживать их на месте. Это уменьшит деформацию соединения, вызванную расширением и сжатием металла при его нагревании и охлаждении.
Сварные швы с двойной V-образной канавкой, одинарной V-образной канавкой и квадратной канавкой
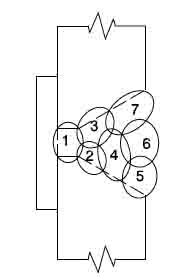
При выполнении сварки разделкой держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварки.
Для сварного соединения с узкой разделкой кромок требуется всего один валик. Для сварки с более широкой канавкой лучше использовать плетеный валик или множество стрингерных валиков.
Сварной шов с квадратной канавкой
Если толщина материалов составляет 3/16″ (5 мм), их обычно можно сваривать сварным швом с квадратной разделкой без предварительной подготовки.
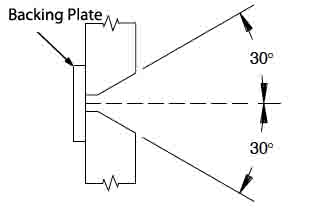
Сварные швы с одинарной и двойной V-образной канавкой
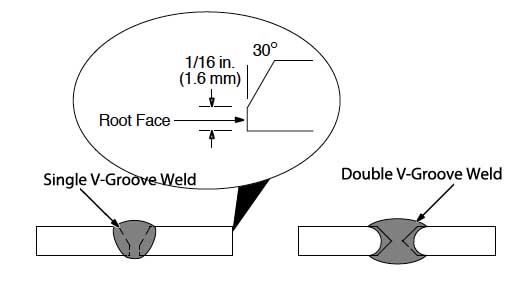
Для сварных швов, выполняемых SMAW, для которых требуется более толстый металл, может потребоваться подготовка кромок (V-образная канавка) стыковых соединений для получения качественных сварных швов.
V-образная канавка рекомендуется для металла толщиной от 3/16″ до 3/4″ (от 5 до 19 мм). Он также используется для любой толщины, когда сварка может производиться только с одной стороны.
Скос можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки. После создания фаски удалите окалину.
Связанная с этим сварка палкой Читать: Лучшие машины для дуговой сварки
T-образная сварка
Угловой шов
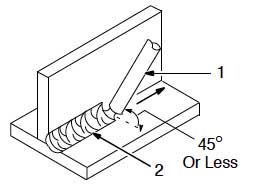
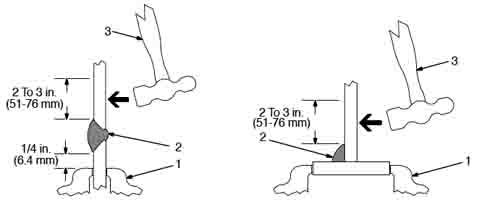
Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву. Наклоните электрод на 10-30 градусов в направлении сварки.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций приварите обе стороны.
При необходимости для прочности добавьте второй слой (удалите шлак перед добавлением другого слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой сварной шов
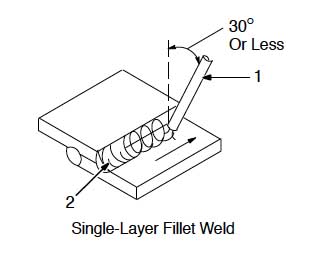
При сварке внахлестку электрод следует держать под углом 30 градусов или меньше. При необходимости используйте один или два прохода сварки. Перед вторым проходом удалите весь шлак.
Сварочные позиции
Каждое положение сварки описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции.. Ознакомьтесь с инструкциями производителя, прежде чем приступать к любой операции SMAW.
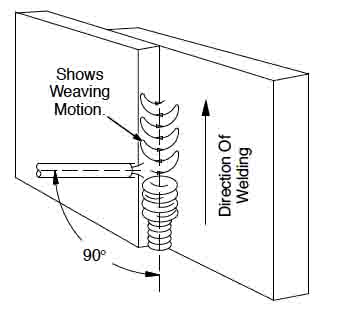
горизонтальный
Однопроходная сварка валиком
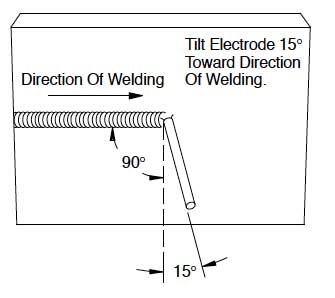
Проблема с горизонтальной сваркой заключается в искажающем воздействии силы тяжести на сварочную ванну. При необходимости или если это поможет, прихватите подкладочную полосу. Скошенные края также могут быть полезными.
При сварке во время операции SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь в направлении сварки на 15 градусов.
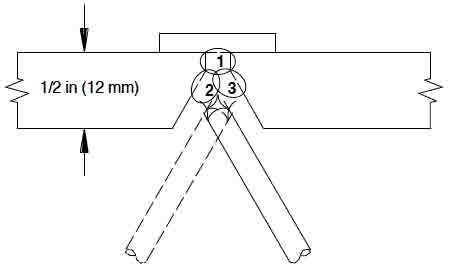
Материалы со скосом для горизонтального сварного шва
Места многопроходной сварки
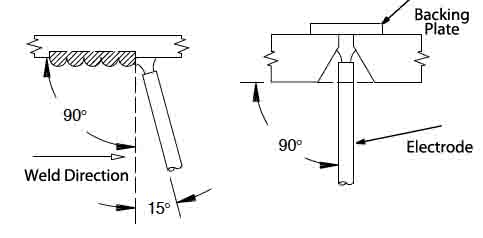
Вертикальное положение сварки
Схема многопроходной вертикальной сварки
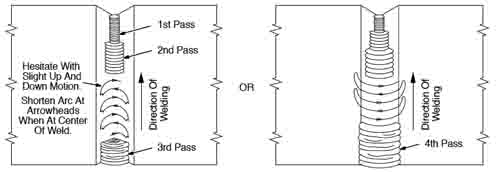
Направление сварки может двигаться сверху вниз или снизу вверх. Легче сваривать в направлении вверх.
При необходимости используйте опорную пластину, приваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
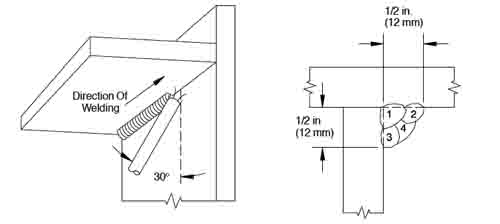
Схема сварки вертикального тройника
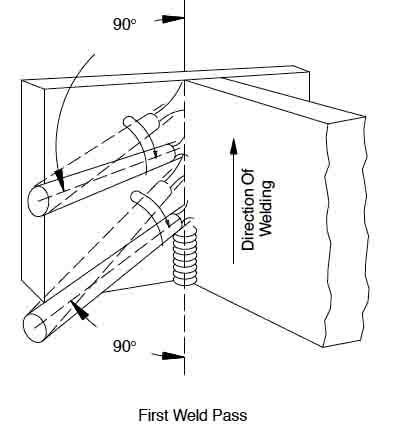
Схема сварки внахлестку
Верхнее положение сварки
Для потолочного сварного шва дугу следует располагать немного в стороне от кратера. Прихватите опорную пластину и при необходимости используйте скошенные кромки.
Схема соединения верхней канавки
Верхний тройник
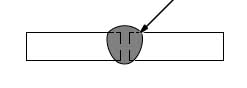
Проверка сварного шва
Диаграмма испытания прочности сварного шва
Используйте молоток, чтобы ударить по соединению на материале, приваренном к основанию. Сварной шов должен слегка прогибаться и не ломаться.
Поломка может быть вызвана слишком большим количеством отверстий (пористых) в сварном шве или наличием в сварном шве шлака.
Также обратите внимание, видна ли какая-либо скошенная область.
Если это так, это может указывать на то, что материал наполнителя не полностью расплавился из-за слишком быстрого движения электрода или из-за недостаточного использования тепла.
Удаление шлака
После затвердевания его необходимо сколоть, чтобы обнажить готовый шов.
По мере того, как сварка продолжается и электрод плавится, сварщик должен периодически останавливать сварку, чтобы удалить оставшийся огрызок электрода и вставить новый электрод в электрододержатель.
Эта операция в сочетании с удалением шлака сокращает время, затрачиваемое сварщиком на прокладку сварного шва, что делает SMAW одним из наименее эффективных сварочных процессов.
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10,000 XNUMX других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
О Джеффе Гриле
Джефф Грилл родом из Лонг-Айленда, участка земли протяженностью 118 миль, который начинается недалеко от побережья Манхэттена и простирается глубоко в Атлантический океан. Он всегда интересовался сваркой с раннего возраста, и у него есть порезы и синяки, чтобы доказать это, когда он начал работать с различными металлами.
Процесс TIG (GTAW) и методы
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.

Процесс сварки TIG подобен процессу сварки пайкой, используемой с газовой кислородной горелкой.
Это требует большего мастерства, чем другие виды сварки.
Как правило, сварочный аппарат TIG должен быть настроен на наименьший ток, необходимый для успешного завершения проекта.
В процессе используется небольшая лужа и околошовная зона.
Разбрызгивание не образуется, так как металл не проходит через дугу.
Положения сварочной горелки и способы остановки сварки описаны ниже.
Сварка TIG используется для сварки тонких металлов, экзотических металлов и сварки трубопроводов.
Он редко используется для металлов размером более ¼ дюйма, за исключением алюминия и магния.
Если размер металла меньше 3/16 дюйма, подготовка кромки может не потребоваться.
Для металлов толщиной более 3/16 дюйма края должны быть обработаны или отшлифованы, чтобы можно было достичь полного проникновения валика.
Припой HTS-2000 является альтернативой сварке алюминия методом TIG.
Обзор
Перед началом сварки методом TIG все масло, жир, краска, ржавчина, грязь и другие загрязнения должны быть удалены со свариваемых участков.
Это может быть выполнено механическими средствами или с использованием паров или жидких очистителей.
Зажигание дуги может быть выполнено любым из следующих способов:
- Моментальное прикосновение электрода к работе и быстрое его извлечение.
- Использование аппарата, который вызовет скачок искры от электрода к изделию.
- Использование устройства, которое инициирует и поддерживает небольшую вспомогательную дугу, обеспечивая ионизированный путь для основной дуги.
Стабилизаторы высокочастотной дуги
Стабилизаторы дуги высокой частоты необходимы при использовании переменного тока (AC). Они обеспечивают тип зажигания дуги, описанный выше.
Зажигание высокочастотной дуги происходит, когда высокочастотный сигнал высокого напряжения накладывается на сварочную цепь.
Высокое напряжение (низкий ток) ионизирует защитный газ между электродом и заготовкой, что делает газ проводящим и инициирует дугу. Инертные газы не являются проводящими, пока не ионизированы.
При сварке постоянным током высокочастотное напряжение отключается после зажигания дуги. Однако при сварке на переменном токе он обычно остается включенным во время сварки, особенно при сварке алюминия.
Описание ручного процесса TIG
При ручной сварке после зажигания дуги горелка ВИГ удерживается под углом около 15 градусов. При механизированной сварке электрододержатель располагается вертикально к поверхности.
Чтобы начать ручную сварку, дугу перемещают по малому кругу до образования ванны расплавленного металла. Создание и поддержание подходящей сварочной ванны имеет важное значение, и сварка не должна начинаться перед сварочной ванной. Как только достигается адекватное плавление, выполняется сварка путем постепенного перемещения электрода вдоль свариваемых деталей, чтобы расплавить прилегающие поверхности. Затвердевание расплавленного металла следует за движением дуги по стыку и завершает цикл сварки.
Сварочный стержень и горелка должны перемещаться постепенно и плавно, чтобы сварочная ванна, горячий конец сварочного стержня и горячий затвердевший шов не подвергались воздействию воздуха, который может загрязнить область металла сварного шва или зону термического влияния. Большая крышка защитного газа предотвратит контакт с воздухом. Защитным газом обычно является аргон.
Угол сварочного стержня для процесса TIG
Сварочный стержень держат под углом около 15 градусов к рабочей поверхности и медленно подают в ванну расплава. Во время сварки горячий конец сварочного стержня нельзя вынимать из защитного экрана инертного газа. Второй метод заключается в том, чтобы прижать сварочный стержень к заготовке вдоль сварного шва и расплавить стержень вместе с краями соединения. Этот метод часто используется при многопроходной сварке V-образных соединений. Третий метод, часто используемый при наплавке и выполнении крупных сварных швов, заключается в непрерывной подаче присадочного металла в расплавленную сварочную ванну путем колебания сварочного стержня и дуги из стороны в сторону. Сварочный стержень движется в одном направлении, а дуга движется в противоположном направлении, но сварочный стержень все время находится рядом с дугой и подается в расплавленную ванну. Когда при автоматической сварке требуется присадочный металл, сварочный стержень (проволока) механически подается через направляющую в расплавленную сварочную ванну.
Положение сварки TIG
Выбор места сварки определяется подвижностью сварного соединения, наличием инструментов и приспособлений, а также стоимостью сварки. Минимальное время и, следовательно, затраты на выполнение сварного шва обычно достигаются в плоском положении. Максимальное проникновение в шов и скорость осаждения достигаются в этом положении, потому что может поддерживаться большой объем расплавленного металла. Кроме того, в этом положении легко получить арматуру приемлемой формы.
Хорошее проплавление может быть достигнуто в вертикальном положении, но скорость сварки медленнее из-за влияния силы тяжести на расплавленный металл сварного шва. Проплавление при сварке вертикально вниз плохое. Расплавленный металл шва оседает, и происходит несплавление, если только не используются высокие скорости сварки для наплавки тонких слоев металла шва. Сварочную горелку обычно направляют вперед под углом около 75 градусов к поверхности сварного шва в вертикальном и горизонтальном положениях. Слишком большой угол вызывает всасывание воздуха в защитный газ и последующее окисление расплавленного металла шва.
Соединения, которые можно сваривать с помощью этого процесса, включают в себя все стандартные типы, такие как соединения с квадратной и V-образной канавкой, Т-образные соединения и соединения внахлестку. Как правило, нет необходимости снимать фаску с кромок основного металла толщиной 1/8 дюйма (3.2 мм) или меньше. Более толстый основной металл обычно скошен, и всегда добавляется присадочный металл.
Процесс дуговой сварки вольфрамовым электродом можно использовать для непрерывной сварки, прерывистой сварки или для точечной сварки. Это может быть сделано вручную или автоматически с помощью машины.
Поток газа
Установите расход газа на рекомендуемый объем для газового сопла и размера металла. То же самое относится к установке силы тока сварочного аппарата и типу используемого тока.
Рабочие переменные
Кратко представлены основные рабочие переменные процесса TIG:
- Характеристики сварочного тока, напряжения и источника питания. , пропускная способность по току и форма.
- Защитный газ – аргон, гелий или их смесь для сварки.
- Присадочные металлы, которые в целом аналогичны соединяемому металлу и подходят для предполагаемого использования.
Сварка ВИГ
Техника ВИГ
- Сначала проверьте рекомендуемый расход газа в зависимости от выбранного сопла и размера металла.
- Затем настройте газосварочный аппарат на рекомендуемый тип тока и силу тока для выполняемого процесса TIG.
- Включите сварочный аппарат и найдите педаль. Поместите элемент управления в наиболее удобное место.
- Нажмите на педаль и зажгите дугу.
- После образования лужи добавьте присадочный стержень к передней кромке.
- Чтобы уменьшить вероятность загрязнения вольфрама, переместите сварочную горелку TIG к задней части ванны, когда добавляется присадочный стержень.
- Очистите все металлические поверхности и соединения, подлежащие сварке, химическим или механическим способом (шабрение, шлифовка, зачистка металлической щеткой). Обратите внимание, что проволочная щетка должна быть изготовлена из того же материала, что и свариваемый материал. (исключение составляет алюминий, который можно чистить щеткой из нержавеющей стали).
Химические растворители основаны на агрессивных химикатах, таких как ацетон (используется для удаления окисления и ржавчины со стали), и легких очищающих свойствах спирта.
Сам процесс TIG одинаков для всех видов сварки. - Сварка TIG и размер металла
- За исключением магния и алюминия, процесс TIG не следует использовать с металлами размером более ¼ дюйма.
- Металлы толщиной менее 3/16 дюйма могут не нуждаться в подготовке кромок.
- Для металлов толщиной более 3/16 дюйма требуются обработанные или отшлифованные кромки, чтобы облегчить проникновение валика.
Технологические соединения TIG
Квадратное стыковое соединение
Для квадратного стыкового соединения удерживайте вольфрамовый электрод на центральной линии соединяемых металлов.
Рекомендуемые углы сварки TIG встык квадратного сечения:
- Угол электрода от 20 до 30 градусов
- рабочий угол 90 градусов
- Угол наклона от 60 до 70 градусов
Затем зажгите дугу. Держите вольфрам примерно на 1/8 дюйма выше основного металла.
После образования лужи добавьте присадочный стержень на переднюю кромку лужи. Затем двигайте бусину вперед как можно быстрее.
Т-образные и нахлестные соединения
Сварка в плоском положении:
- В горизонтальном положении и соединении металлов с помощью соединений внахлестку и Т-образных соединений прихватите основные металлы через каждые 3 дюйма.
- Стыки должны быть установлены таким образом, чтобы полученные сварные швы были выполнены в плоском положении.
- Факел следует держать в точке:
- Угол сопротивления от 60 до 70 градусов
- Рабочий угол от 10 до 20 градусов
Сварка в горизонтальном положении
Угол сопротивления горелки должен быть:
- Угол сопротивления горелки должен составлять от 60 до 75 градусов.
- Рабочий угол должен составлять от 15 до 30 градусов. Поддержание рабочего угла от 15 до 30 градусов поможет силе дуги удержать лужу от опускания.
Чтобы предотвратить провисание расплавленного металла, поддерживайте ванну меньшего размера, чем та, которая используется в горизонтальном положении.
Добавьте наполнитель на верхний край ванны, чтобы предотвратить провисание.
Как прекратить сварку
Сварка останавливается путем отключения тока с помощью ножных или ручных переключателей, которые позволяют сварщику запускать, регулировать и останавливать сварочный ток.
Они также позволяют сварщику контролировать сварочный ток для получения хорошего плавления и проплавления.
Сварку также можно остановить, быстро отключив электрод от тока, но это может нарушить газовую защиту и подвергнуть вольфрам и сварочную ванну окислению.
Защитный газ должен оставаться включенным в течение нескольких секунд, чтобы предотвратить загрязнение расплавленной ванны, присадочного стержня и вольфрамового электрода.
Присадочные металлы
Толщина основного металла и конструкция шва определяют необходимость добавления присадочного металла в швы. Когда присадочный металл добавляется во время ручной сварки, он наносится путем ручной подачи сварочного стержня в ванну расплавленного металла перед дугой, но с одной стороны от центральной линии.
Техника ручной сварки TIG показана на рис. 10-34.
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10,000 XNUMX других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
О Джеффе Гриле
Джефф Грилл родом из Лонг-Айленда, участка земли протяженностью 118 миль, который начинается недалеко от побережья Манхэттена и простирается глубоко в Атлантический океан. Он всегда интересовался сваркой с раннего возраста, и у него есть порезы и синяки, чтобы доказать это, когда он начал работать с различными металлами.
Как сварить вертикально

Сварочные работы на верфях, строительных объектах, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют от сварщиков сварки массивных металлических конструкций в вертикальном положении. Тяжело передвигать такое огромное оборудование и класть его горизонтально для удобства. Если вы хотите узнать больше о как сварить вертикальзатем продолжайте читать.
Вертикальное положение сварки
Когда вы соединяете две детали вместе таким образом, что один конец обращен вниз к земле, а другой направлен вверх, это называется вертикальным или вертикальным положением сварки. Сварка в таких положениях требует навыков и опыта.
Строительные площадки обычно требуют, чтобы вы соединили два куска металла вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих приложениях должен быть прочным и прочным, спрос на квалифицированных сварщиков растет.
Наиболее часто используемой процедурой в строительстве является сварка стержнем или дуговая сварка защищенным металлом.
Направления сварки
Существует два основных движения горелки при вертикальной сварке.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот их краткое описание.
Вертикально вверх
При сварке вертикальным движением вверх думайте об этом как о строительстве кирпичной стены, где вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сварку снизу и медленно продвигаетесь вверх, создавая прочную опору для сустава.
Это медленный процесс и требует терпения. Сварщик движется по одному шагу за раз, одновременно борясь с гравитацией. Каждая секция выступает в качестве основы для следующей и известна как полка.
Профессиональный совет: Убедитесь, что каждая полка в 1.5-2 раза больше диаметра электрода, который вы используете. Это создаст лужу, которая замерзнет, пока вы будете делать следующую полку.
Вы также можете использовать технику зигзага или плетения, прокладывая путь по заготовке. Сосредоточьтесь на сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы позволить ей достаточно остыть, чтобы гарантировать отсутствие прожога. Это также гарантирует, что расплавленный металл не попадет на ноги сварщика.
Для лучшего проникновения электрод следует держать немного вверх и поддерживать более короткую дугу. Это позволяет лучше направить электрическую дугу на свариваемое соединение. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз — это, по сути, то же самое движение, только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону. Вам придется всегда быть впереди шлака. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прогорания.
Профессиональный совет: Используйте стержень для быстрой заморозки, так как с ним весь процесс будет проще простого. В противном случае вы можете получить много шлака и наложенный металл шва, из-за чего швы будут иметь неприглядный вид. Убедитесь, что вы не останавливаетесь, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщики выбирают вертикальное движение почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы не беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используемым из них является дуговая газовая сварка с защитным металлом.
Сварка стержнем для вертикальных соединений
Это процедура дуговой сварки, которую можно использовать для соединения двух деталей вместе с давлением или без него, а также с дополнительным присадочным металлом или без него. Вы можете использовать этот процесс для соединения множества различных металлов, при условии, что они являются теплопроводниками.
В течение многих лет сварка электродами была самым популярным методом практически для всех сварочных нужд. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для сварки более толстых металлов. Он также может нагреваться от ржавчины и грязи, поэтому его предпочитают в большинстве ремонтных и строительных задач.
Сварка стержнем идеально подходит для сквозняков и использования на открытом воздухе. Он работает невероятно хорошо практически на всех сплавах и материалах. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и постоянного тока, и он оказывается более экономичным, чем другие процедуры сварки.
Несмотря на свои преимущества, существенным недостатком сварки электродом является то, что ее использование в некоторой степени ограничено листами не тоньше 18-го калибра. Поскольку он производит сильное тепло и обеспечивает отличное проникновение в материал, он идеально подходит только для более толстых металлов. В противном случае вы можете прожечь заготовку насквозь.
Вы должны использовать его, чтобы расплавить металл толщиной 1/16 дюйма или больше. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки вам придется учитывать применение, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных соединений.
Металлический инертный газ для вертикальных соединений
Сварка MIG, вероятно, является одной из самых простых в использовании для большинства соединений. Этому невероятно легко научиться, и большинству любителей удается без особых усилий выполнить сварку MIG. Однако использование этого процесса для вертикальных соединений требует навыков.
MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая расплавляет и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь процессу помогает сила тяжести. Однако для более толстых металлов это не очень хорошая идея. Шлак остается сосредоточенным в середине, что приводит к более слабому проникновению материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх. В этом методе они в конечном итоге движутся против силы тяжести, что усложняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому движению V.
Перевернутая буква V позволяет сваривать по длине две соединяемые детали. Он решает проблему образования шлака и обеспечивает идеальное проплавление присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании перевернутого V-образного метода.
Мы не рекомендуем использовать сварку MIG в вертикальном положении или над головой, так как при этом образуется значительное количество шлака. Однако, если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, подходящий для использования на различных материалах.
Вольфрамовый инертный газ для вертикальных соединений
Сварка TIG подходит для большего количества металлов, чем любой другой метод сварки. В нем используется нерасходуемый вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальную искру или брызги и уменьшает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG вам необходимо очистить заготовку перед началом процесса сварки. С чистой заготовкой у вас будет лучший контроль над валиком сварного шва, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG рекомендуется для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- метод замочной скважины – В этом процессе вы нагреваете две части до тех пор, пока в середине не образуется зазор, и вы заполняете его присадочной проволокой. Этот процесс обеспечивает отличное проплавление сварного шва и создает прочные соединения.
- Метод «вверх вниз» – Движение вверх вниз и вверх – еще один способ эффективной укладки присадочного металла. Это гарантирует отсутствие шлака, а также перемещение и регулировку расплавленной ванны по ходу движения.
- Метод стежка – Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
TIG подходит почти для всех применений и во всех положениях. Убедитесь, что вы используете чистый аргон в качестве защитного газа для защиты заготовки от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете иметь невероятный контроль над сварным швом, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемым процессом для вертикального положения является сварка стержнем. Его проще всего использовать на свежем воздухе, так как в процессе не требуется защитный газ. Поддержание идеального покрытия газа в ветреную погоду становится затруднительным. И MIG, и TIG предполагают использование защитного газа, что делает их не такими идеальными.
Чтобы помочь вам освоить вертикальную сварку стержнем, вот несколько советов, которые вы можете использовать.
1. Выберите правильный электрод
Вертикальная сварка требует от вас борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам добиться того, чтобы полученный шов был наилучшим из возможных.
При выборе электрода для сварки вертикально вверх мы рекомендуем выбирать электрод с низким содержанием железного порошка. Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим содержанием железного порошка схватывается быстрее, не капает и не образует шлака.
Вы можете выбрать либо AWS 6010, либо AWS 7018. При использовании электрода 7018 используйте плетение. Для 6010 мы предлагаем вам использовать метод взбивания или штабелирования, при котором вы периодически втягиваете стержень в сварочную ванну и извлекаете ее из нее.
При перемещении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности. Смещение расплавленного металла является обязательным условием успеха при сварке вертикально-вниз.
2. Создайте полки для сварки
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать вертикальное движение вверх. Это сложно и долго, но дает наилучшие результаты. Чтобы упростить процесс, можно создать приварные полки.
Сварочная полка — это когда вы соединяете одну секцию заготовки, а затем переходите к следующей. Ванна для предыдущего сварного шва действует как полка для сварки следующей секции. В идеале вы должны попытаться ограничить бассейн в 1.5 или в два раза больше размера используемого вами электрода. Он обеспечивает наилучшее проплавление сварного шва.
С электродом 7018 следует выбирать технику плетения. Результат будет похож на шахматную доску. С электродом 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть как покерные фишки, расположенные рядом друг с другом.
3. Настройки низкого тока и низкого энергопотребления
Распространенной ошибкой, которую вы можете совершить, является использование настроек высокой мощности, что может привести к множеству проблем, включая подрезание. Вы можете легко избежать проблемы, снизив ток и замедлив весь процесс. Это уменьшит размер пула и улучшит контроль над итоговым внешним видом.
Точно так же, чтобы позволить расплавленной луже замерзнуть, вы должны уменьшить настройку силы тока. Это также поможет вам сохранить лучший контроль.
4. Безопасность прежде всего
Во всех сварочных процедурах сварщик всегда должен следовать стандартным правилам техники безопасности. Тем не менее, они должны проявлять особую осторожность при выполнении сварных швов вне положения, будь то вертикальные или потолочные.
- Используйте шлем с автоматическим затемнением. Использование превосходной маски с автоматическим затемнением особенно важно при сварке. При сварке в нерабочем положении работа требует от вас быть бдительными и постоянно следить за расплавленной ванной, чтобы не допустить каких-либо происшествий. Вы не можете позволить себе менять объективы посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем самого высокого качества для защиты вашего зрения.
- Безопасные очки – При сварке стержнем образуется значительное количество брызг. Наличие съемных защитных очков в дополнение к вашему шлему может показаться немного лишним, но это необходимо для вашей безопасности. Кроме того, снять очки и почистить их проще, чем снять шлем.
- Ботинки со стальным носком – Чтобы получить идеальное сварное соединение, шлак должен стечь до того, как вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги подвергаются серьезному риску травмы. Сапоги со стальным носком — обязательный элемент защиты. В противном случае можно обжечь ноги.
- Огнестойкие перчатки – Для сварки в вертикальном положении мы рекомендуем надевать огнестойкие перчатки, закрывающие локти. Они должны быть устойчивы к огню, так как при сварке электродом необходимо поддерживать короткую дугу для оптимального провара. Добавьте к этому образующиеся брызги, и ваши руки рискуют получить серьезные ожоги.
- Огнестойкие комбинезоны – К одежде применима та же концепция, что и к перчаткам. Тепло в сочетании с брызгами подвергает вас риску. Вы должны носить одежду с длинными рукавами, защищенную огнеупорным комбинезоном.
5. Задокументируйте настройки вашего сварочного аппарата
У опытных сварщиков есть несколько настроек на кончиках пальцев в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для своих вертикальных соединений, на основе материала, толщины, настроек силы тока, входного тока и т. д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы тестировать различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Смежные вопросы
Какое положение сварки легче сваривать?
Есть четыре основных положения: горизонтальное, горизонтальное, над головой и вертикальное. Наиболее распространенными типами сварных швов являются угловые и разделочные соединения. Вы можете встретить их практически во всех типах позиций. Из всех четырех, плоское положение легче всего сваривать.
В плоском соединении фактическая поверхность сварного шва находится почти в горизонтальном положении. Передняя часть металла плоская, и ваш резак будет двигаться в горизонтальном направлении, что делает его наиболее доступным соединением. Все остальные положения представляют собой сварные швы, которые требуют большего внимания к расплавленной ванне и использования методов, обеспечивающих наиболее чистый результирующий сварной шов.
Вы толкаете или тянете при сварке?
При сварке стержнем правило относительно простое. Если он производит шлак, то вы используете движение сопротивления. Если он не дает шлака, то вы проталкиваете проволоку. При вертикальной сварке электродом почти все методы сварки производят шлак, поэтому вы всегда будете использовать лобовое движение, чтобы направить расплавленную ванну на место.
Какая сварка самая сложная?
Вольфрамовый инертный газ – самый сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому труднее научиться, и требуется значительная практика, прежде чем сварщик сможет эффективно использовать этот процесс. Это также относительно дороже, чем другие. Сварка стержнем является самым дешевым методом, который следует учитывать при вертикальной сварке.