Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Сварку не всегда можно выполнять в наиболее желательном положении.
Сварка часто выполняется на конструкциях в том положении, в котором они находятся, и в том положении, в котором деталь будет использоваться.
Часто это может быть на потолке, в углу или на полу.
Были разработаны методы, позволяющие выполнять сварку в любом положении. Некоторые процессы сварки могут выполняться во всех положениях, в то время как другие могут использоваться только в одном или двух положениях.
Всю сварку можно классифицировать по положению заготовки или по положению сварного соединения на свариваемых листах или профилях.
Американское общество сварщиков определило четыре основных положения сварки, как показано ниже.
Любой разговор о сварке начинается с обсуждения положения свариваемой поверхности сварного шва.
Число используется для определения положения, а F для скругления или G для паза относится к типу сварного шва.
На чертежах архитектора будет указан символ сварки.
- 1 относится к плоскому положению – либо 1F, либо 1G
- 2 относится к горизонтальному положению — либо 2F, либо 2G
- 3 вертикальное положение — либо 3F, либо 3G
- 4 это верхняя позиция – либо 4F, либо 4G
Плоское положение (1G или 1F)
Этот вид сварки выполняется с верхней стороны стыка. Поверхность сварного шва примерно горизонтальна.
Плоская сварка является предпочтительным термином; однако то же самое положение иногда называют нижним.
Примечание. Ось сварного шва представляет собой линию, проходящую по всей длине сварного шва, перпендикулярную поперечному сечению в его центре тяжести.
Процедуры сварки в горизонтальном положении
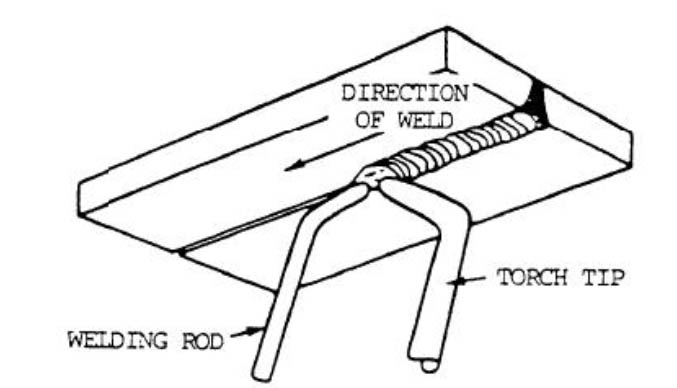
Для получения хороших сварных швов на поверхности листа необходимо тщательно следить за движением факела, углом наклона и положением сварочного пламени над расплавленной ванной.
Сварочная горелка должна быть отрегулирована таким образом, чтобы пламя соответствовало типу свариваемого металла.
Сварные швы с узким валиком выполняются путем подъема и опускания сварочной раструба легкими круговыми движениями при движении вперед.
Наконечник должен образовывать угол приблизительно 45 градусов с поверхностью пластины. Пламя будет направлено в направлении сварки.
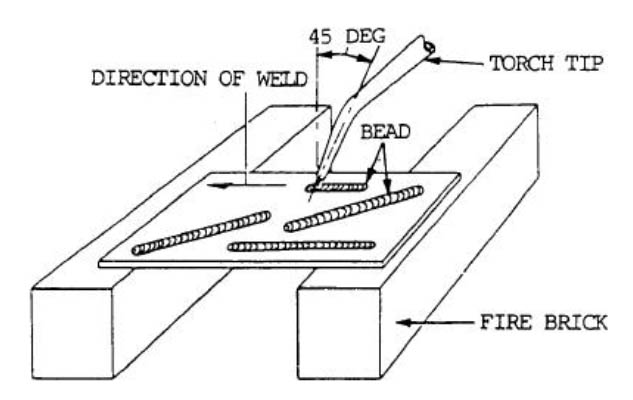
Чтобы увеличить глубину проплавления, либо увеличьте угол между наконечником и поверхностью пластины, либо уменьшите скорость сварки.
Размер лужи не должен быть слишком большим, потому что это приведет к тому, что пламя прожжет пластину.
Правильно выполненный сварной шов без присадочного стержня будет немного ниже верхней поверхности пластины. Сварной шов с присадочным стержнем показывает нарост на поверхности.
При выполнении сварного шва сварочным стержнем на поверхности должна образовываться небольшая лужица. Сварочный стержень вставляется в ванну, а опорная плита и стержень сплавляются вместе. Горелку следует слегка подвигать из стороны в сторону, чтобы получить хороший сплав. Размер валика можно регулировать, изменяя скорость сварки и количество металла, наплавляемого со сварочного стержня.
Для выполнения стыковых швов в плоском положении используются несколько типов соединений.
Прихваточные сварные швы должны использоваться для выравнивания пластин. Более легкие листы должны располагаться на расстоянии друг от друга, чтобы обеспечить усадку металла сварного шва и, таким образом, предотвратить коробление.
Для выбора количества проходов при стыковой сварке стальных листов следует использовать следующую таблицу:
| Толщина плиты, дюйм | Количество проходов |
|---|---|
| 1 / 8 в 1 / 4 | 1 |
| 1 / 4 в 5 / 8 | 2 |
| 5 / 8 в 7 / 8 | 3 |
| 7/8 to 1-1/8 | 4 |
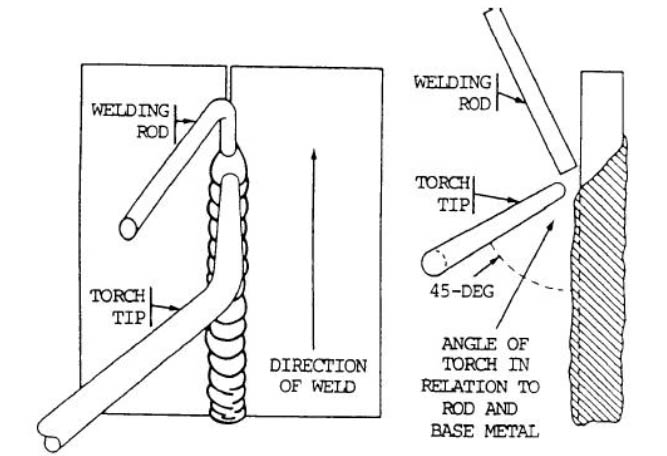
Положение сварочного стержня и наконечника горелки при выполнении плоского стыкового соединения показано на рис. 11-13.
Движение пламени должно контролироваться, чтобы расплавить боковые стенки пластин и достаточное количество сварочного стержня, чтобы образовалась лужа желаемого размера.
Лужа расплава заданного размера может быть перенесена вдоль стыка за счет колебаний наконечника горелки. Это обеспечит как полное проплавление, так и достаточное количество присадочного металла для усиления сварного шва.
Следует соблюдать осторожность, чтобы не перегреть расплавленную лужу. Это приведет к выгоранию металла, пористости и низкой прочности готового шва.
Горизонтальное положение (2F или 2G)

При горизонтальной сварке ось сварного шва приблизительно горизонтальна, но полное определение определяется типом сварного шва.
Для углового шва – сварку выполняют с верхней стороны приблизительно горизонтальной поверхности и против приблизительно вертикальной поверхности.
Для разделочного шва – поверхность сварного шва лежит приблизительно в вертикальной плоскости.
Стыковая сварка – чуть сложнее в освоении, чем плоская позиция. Это связано с тенденцией расплавленного металла течь к нижней стороне соединения. Тепло от горелки поднимается к верхней стороне соединения. Сочетание этих противоположных факторов затрудняет нанесение равномерного покрытия на этот сустав.
Совместите пластины и прихватите их с обоих концов. Горелка должна двигаться с небольшими колебаниями вверх и вниз, чтобы равномерно распределять тепло по обеим сторонам стыка, тем самым удерживая расплавленный металл в пластическом состоянии. Это предотвращает чрезмерный поток металла к нижней стороне соединения и обеспечивает более быстрое затвердевание металла сварного шва. Сустав в горизонтальном положении потребует значительно больше практики, чем предыдущие техники. Однако важно освоить эту технику, прежде чем переходить к другим типам позиций сварки.
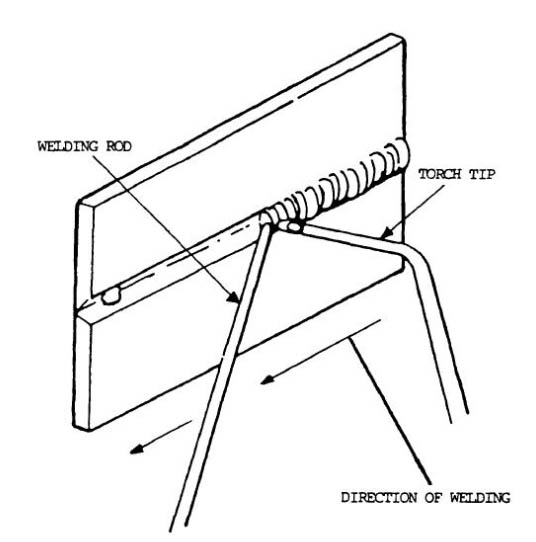
Вертикальное положение (3F или 3G)
При сварке в вертикальном положении ось сварного шва приблизительно вертикальна.
Когда сварка выполняется на вертикальной поверхности, расплавленный металл имеет тенденцию стекать вниз и скапливаться.
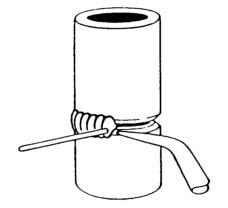
Поток металла можно контролировать, направляя пламя вверх под углом 45 градусов к пластине и удерживая стержень между пламенем и расплавленной лужей (см. выше).
Манипуляции с горелкой и присадочным стержнем предотвращают провисание или падение металла и обеспечивают хорошее проплавление и сплавление в месте соединения.
И горелку, и сварочный стержень следует колебать, чтобы наплавить однородный валик. Сварочный стержень следует держать немного выше центральной линии стыка, а сварочное пламя должно проносить расплавленный металл по стыку, чтобы распределить его равномерно.
Стыковые соединения, сваренные в вертикальном положении, должны быть подготовлены к сварке так же, как и сварка в плоском положении.
Положение над головой (4F или 4G)
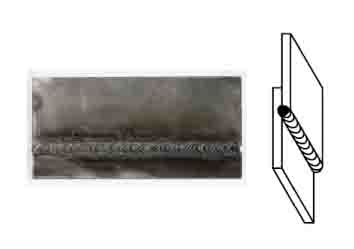
Потолочная сварка выполняется с нижней стороны стыка.
При потолочной сварке наплавленный металл имеет тенденцию падать или провисать на листе, в результате чего валик имеет высокую выпуклость.
Чтобы преодолеть эту трудность, лужа расплава должна быть небольшой, и необходимо добавить достаточное количество присадочного металла, чтобы получить хороший сплав с некоторым усилением на валике. Если лужа становится слишком большой, пламя следует на мгновение убрать, чтобы металл сварного шва застыл.
При сварке легких листов размер ванны можно контролировать, нагревая в равной степени основной металл и присадочный стержень.
Пламя должно быть направлено на расплавление обоих краев соединения. Необходимо добавить достаточное количество присадочного металла, чтобы поддерживать адекватную ванну с достаточным армированием.
Сварочное пламя должно поддерживать расплавленный металл, а мелкая сварка во избежание горения производится от одного распределения его по стыку.
Требуется только небольшая лужа, поэтому следует использовать удочку. Следует позаботиться о контроле тепла через пластины.
Это особенно важно, когда сварка выполняется только сбоку.
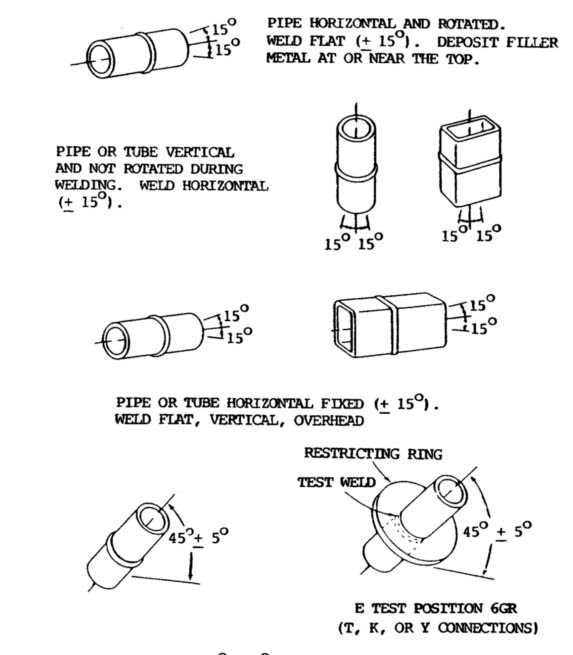
Позиции для сварки труб
Сварные швы труб выполняются с учетом множества различных требований и в различных условиях сварки. Работа диктует положение сварки.
Как правило, положение фиксировано, но в некоторых случаях его можно перевернуть для работы в горизонтальном положении. Позиции и порядок сварки труб описаны ниже.
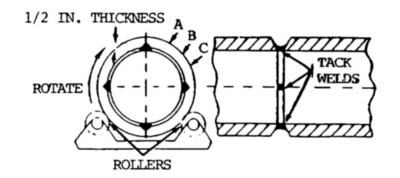
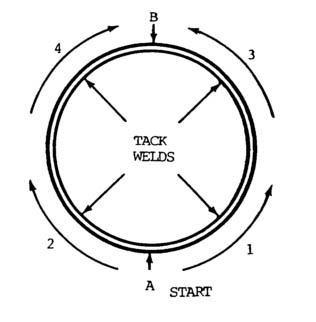
Горизонтальный сварной шов труб
Выровняйте стык и прихватите шов или закрепите стальными перемычками, установив трубу на подходящие ролики. Начните сварку в точке C (рисунок ниже), продвигаясь вверх к точке B. Когда точка B будет достигнута, поверните трубу по часовой стрелке, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B. Когда труба вращается, горелка должна удерживаться между точками B и C, а труба должна вращаться мимо него.
Положение горелки в точке А аналогично положению при вертикальном шве. По мере приближения к точке В сварной шов принимает почти плоское положение, и углы приложения горелки и стержня слегка изменяются, чтобы компенсировать это изменение.
Сварку следует останавливать непосредственно перед корнем начальной точки, чтобы оставалось небольшое отверстие. Затем начальную точку повторно нагревают, чтобы область точки соединения имела однородную температуру. Это обеспечит полное сплавление продвигающегося шва с начальной точкой.
Если боковая стенка трубы имеет толщину более 1/4 дюйма (0.64 см), следует выполнить многопроходный сварной шов.
Сварка горизонтальной трубы в фиксированном положении
После прихватки труба устанавливается таким образом, чтобы прихваточные швы были примерно ориентированы, как показано ниже. После начала сварки трубу нельзя перемещать в любом направлении.
При сварке в горизонтальном фиксированном положении труба сваривается в четыре этапа, как описано ниже.
- Начиная снизу или в положении «6 часов», сварите вверх до положения «3 часа».
- Начиная снизу, приварите вверх до положения «9 часов».
- Начиная с положения «3 часа», приварите к верхней части.
- Начиная с положения «9 часов», приварите вверх к вершине, перекрывая валик.
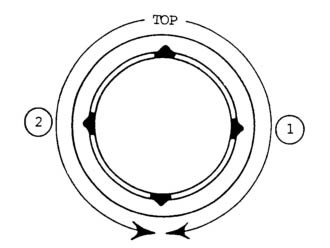
При сварке снизу сварной шов выполняется в два этапа. Начните сверху (см. ниже) и двигайтесь вниз по одной стороне к низу, затем вернитесь наверх и двигайтесь вниз по другой стороне, чтобы соединиться с предыдущим сварным швом внизу. Метод нисходящей сварки особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки. При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Сварку обратным способом применяют для соединений трубопроводов из низкоуглеродистой или низколегированной стали, которые могут прокатываться или находиться в горизонтальном положении. Один проход используется для толщины стенок, не превышающих 3/8 дюйма (0.95 см), два прохода для стенок толщиной от 3/8 до 5/8 дюймов (0.95 до 1.59 см), три прохода для стенок толщиной от 5/8 до 7 /8 дюйма (от 1.59 до 2.22 см) и четыре прохода для стенок толщиной от 7/8 до 1-1/8 дюйма (от 2.22 до 2.87 см).
Сварка вертикальной трубы в фиксированном положении
Трубу в таком положении, когда стык горизонтальный, чаще всего сваривают обратным способом. Сварку начинают с прихватки и непрерывно проводят вокруг трубы.
Многопроходная дуговая сварка
Корневые бусы
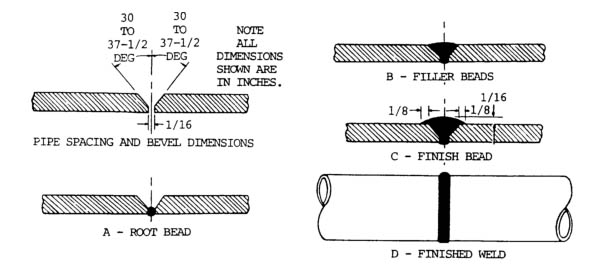
Если используется выравнивающий зажим, корневой валик (см. ниже) начинается в нижней части канавки, пока зажим находится в нужном положении. Если опорное кольцо не используется, следует позаботиться о создании небольшого валика на внутренней стороне трубы. Если используется опорное кольцо, корневой валик следует тщательно наплавить на него. Перед снятием зажима необходимо наложить столько корневого валика, сколько позволяют стержни выравнивающего зажима. Завершите бусину после снятия зажима.
Бусины наполнителя
Следует позаботиться о том, чтобы наполнительные валики (см. схему, вид B выше) вплавлялись в корневой валик, чтобы удалить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
Готовые бусины
Финишные валики (см. схему C выше) накладываются поверх накладных валиков для завершения шва. Обычно это плетеный валик шириной около 5/8 дюйма (1.59 см) и примерно на 1/16 дюйма (0.16 см) над внешней поверхностью трубы в завершенном виде. Готовый сварной шов показан на виде D выше.
Сварка алюминиевых труб
Для алюминиевых труб были разработаны специальные детали соединений, которые обычно связаны с процедурами комбинированного типа. Опорное кольцо в большинстве случаев не используется. Прямоугольное опорное кольцо редко используется, когда жидкости передаются по системе трубопроводов. Его можно использовать для структурных применений, в которых трубы и трубчатые элементы используются для передачи нагрузок, а не материалов.
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10,000 XNUMX других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
О Джеффе Гриле
Джефф Грилл родом из Лонг-Айленда, участка земли протяженностью 118 миль, который начинается недалеко от побережья Манхэттена и простирается глубоко в Атлантический океан. Он всегда интересовался сваркой с раннего возраста, и у него есть порезы и синяки, чтобы доказать это, когда он начал работать с различными металлами.
2 мысли о «Положениях сварки»
спасибо за знания, пожалуйста, вы можете еще научить движение электродов во всех положениях.
Типы сварных соединений
Для разных работ нужны разные типы сварных швов. Различные типы сварных соединений изготавливаются в соответствии с потребностями и силами каждого отдельного применения.
Стыковая сварка
Сварка встык представляет собой круговое стыковое сварное соединение и наиболее распространенный тип соединения, используемый при изготовлении сварных систем труб. Стыковое соединение является наиболее универсальным методом соединения трубы с самой собой, фитингами, фланцами, клапанами и другим оборудованием. Этот метод сварки широко применяется в ситуациях, когда требуется качественный сварной шов, а сварной шов должен быть технически исследован с помощью рентгеновского излучения.
Когда свариваемый материал превышает толщину 3/16″, концы труб, фитингов и фланцев должны быть скошены примерно под углом 37.5°, развальцованы на небольшой вертикальной стороне (корневая поверхность); на практике мы говорим о сварке скоса.
Наиболее часто используемыми фасками являются «Плоская фаска» для стенок с толщиной (t) от 4 до 22.5 мм и «Составная фаска» для стенок толщиной более 22 мм.
ASME B16.25 охватывает подготовку концов компонентов трубопровода для сварки встык, подлежащих соединению в трубопроводную систему. Он включает требования к сварке фасок, внешней и внутренней формовке толстостенных компонентов и подготовке внутренних торцов (включая размеры и допуски на размеры). Эти требования к подготовке кромки сварного шва также включены в стандарты ASME (например, B16.9, B16.5, B16.34).
При сборке из трубы на отводе, например, «зазор» ок. Необходимо создать 3-4 мм, чтобы получить надлежащий провар.
Сварка с полным проплавлением
Сварной шов с неполным проплавлением
Сварка внахлест чаще всего используется для соединения двух деталей разной толщины. Также считается угловым, сварной шов может выполняться с одной или с обеих сторон. Соединение внахлест образуется, когда 2 детали помещаются внахлест друг на друга.
Угловой сварной шов
Угловые сварные соединения, такие как тройники, соединения внахлестку и угловые соединения, являются наиболее распространенными соединениями в сварном производстве. В общей сложности они, вероятно, составляют от 70 до 80% всех соединений, выполненных дуговой сваркой. Нет необходимости в подготовке кромок, а сборка в трубопроводных системах проще. Поэтому угловые сварные швы обычно дешевле, чем стыковые.
В трубопроводных системах угловые сварные соединения обычно используются для соединения труб с раструбными соединениями размером NPS 2 и меньше, а также в системах, где будут использоваться накидные фланцы. На изображении ниже показаны типичные угловые сварные соединения в системе труб с раструбным сварным швом.
1 ..Приварной фланец враструб 2 ..Pipe 3 ..Колено под сварку внахлест 4 ..Угловой шов 5 ..Зазор расширения
ASME B31.1 1998 127.3 Подготовка к сварке (E) Сварка внахлест говорит..
При сборке соединения перед сваркой труба или трубка должна быть вставлена в раструб на максимальную глубину, а затем выведена примерно на 1/16″ (1.6 мм) от контакта между концом трубы и буртиком раструба.
Назначение нижнего зазора в сварном шве враструб обычно состоит в том, чтобы уменьшить остаточное напряжение в корне шва, которое может возникнуть во время затвердевания металла шва, и обеспечить дифференциальное расширение сопрягаемых элементов.
Недостатком системы Socket Weld является наличие компенсационного зазора и пространства между наружным диаметром трубы и внутренним диаметром фитинга. Из-за коррозионных продуктов, в основном в трубопроводных системах из нержавеющей стали, трещина между трубой и фланцем, фитингом или клапаном может вызвать проблемы с коррозией.
Я не специалист в этом вопросе, но в интернете можно найти много информации о формах коррозии.
В сервисных приложениях, где требуется полное проникновение сварного шва внутрь трубопровода, сварка враструб не допускается, и, как правило, необходимо выполнять стыковые сварные швы.
Краевое сварное соединение
Сварка кромок Соединения часто применяются к деталям из листового металла, которые имеют фланцевые кромки или размещаются в местах, где необходимо выполнить сварку для соединения с соседними деталями. Будучи сварным швом типа канавки, кромочные соединения, детали устанавливаются рядом и свариваются на одной кромке. Для более тяжелых применений добавляется присадочный металл, чтобы полностью расплавить или сплавить кромку и укрепить пластину.
Тройник для сварки
Тройниковые сварные соединения образуются, когда два элемента пересекаются под углом 90 градусов, в результате чего края соединяются в центре пластины или компонента. Тройниковые соединения считаются разновидностью углового сварного шва, и их также можно выполнять, когда труба приваривается к опорной плите. Требуется особая осторожность, чтобы обеспечить эффективное проникновение в кровлю сварного шва.
Типы сварных швов и соединения
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Любое обсуждение типов сварных швов начинается с идеи о том, что важно различать соединение и сварной шов.
Каждое из них должно быть описано для полного описания сварного соединения.
Существует много различных типов сварных швов, которые лучше всего описываются их формой, когда они показаны в поперечном сечении.
Наиболее популярным является угловой шов, названный так из-за формы поперечного сечения.
Другие типы сварных швов включают фланцевые сварные швы, сварные швы, сварные швы, сварные швы, наплавочные швы и подварочные швы.
Стыки совмещают со сварными швами для выполнения сварных соединений.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Типы Суставов
При сварке используются 5 основных соединений. Это:
- Стыковое соединение
- Угловой стык
- Краевое соединение
- Коленный сустав
- Тройник
Типы сварных швов
Угловые сварные швы
Угловой сварной шов соединяет две поверхности примерно под прямым углом друг к другу. Существует несколько видов углового шва:
- Полный угловой шов – это сварной шов, размер которого равен толщине более тонкого объекта, соединяемого вместе.
- Ступенчатый прерывистый угловой шов – относится к двум линиям прерывистой сварки на стыке. Примером может служить тройниковое соединение (см. ниже), в котором приращения скругления на одной линии расположены в шахматном порядке по сравнению с другой линией.
- Цепной прерывистый угловой шов – относится к двум линиям прерывистых угловых швов в соединении внахлестку или Т-образному соединению, где швы в одной линии приблизительно противоположны сварным швам в другой линии.
Другие термины, связанные с угловыми сварными швами, включают:
- Заниматься боксом: относится к продолжению углового сварного шва вокруг угла элемента. Является продолжением основного сварного шва.
- выпуклость: Относится к максимальному перпендикулярному расстоянию от поверхности выпуклого углового шва до линии, соединяющей выступы сварного шва.
Сварные швы
Вторым по популярности видом сварки является шов с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.
Сварной шов с канавкой относится к валикам, которые наносятся в канавку между двумя соединяемыми элементами.
Дополнительные примеры показаны на рис. 6-26 выше.
Тип используемого сварного шва определяет способ подготовки шва, соединения или поверхности.
См. рис. 6-27 для стандартных типов сварных швов с разделкой кромок.
Наплавка сварного шва
Это сварные швы, состоящие из одной или нескольких нитей или плетеных валиков, нанесенных на сплошную поверхность для получения желаемых свойств или размеров.
Этот тип сварки используется для наращивания поверхностей или замены металла на изношенных поверхностях. Он также используется с квадратными стыковыми соединениями.
Примеры см. на рис. 6-28 ниже.
Штепсельная сварка
Пробковые сварные швы представляют собой круговые сварные швы, выполненные через один элемент соединения внахлестку или таврового соединения, соединяющего этот элемент с другим.
Сварка может выполняться или не выполняться через отверстие в первом элементе; если используется отверстие, стенки могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
Такие сварные швы часто используются вместо заклепок.
ПРИМЕЧАНИЕ: Отверстие с угловой сваркой или точечная сварка не соответствуют этому определению.
Примеры см. на рис. 6-28 ниже.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Пазовый сварной шов
Это сварной шов, выполненный в продолговатом отверстии в одном элементе соединения внахлестку или тавра, соединяющего этот элемент с поверхностью другого элемента, которая видна через отверстие.
Это отверстие может быть открытым с одного конца и может быть частично или полностью заполнено наплавленным металлом.
ПРИМЕЧАНИЕ: Паз с угловой сваркой не соответствует этому определению.
Сварка оплавлением
Сварка оплавлением относится к процессу контактной сварки, при котором плавление производится по всей стыкуемой поверхности.
Тепло создается за счет сопротивления току, протекающему между двумя поверхностями, и за счет приложения давления после того, как нагрев в основном завершен.
Оплавление сопровождается выбросом металла из стыка.
См. Рисунок 6-29 ниже для примера сварки оплавлением.
Шовный шов
Сварка, выполненная дуговой или контактной шовной сваркой, где процесс сварки не указан.
Этот термин подразумевает контактную шовную сварку.
На рис. 6-29 ниже показан пример сварного шва.
Точечная сварка
Точечная сварка – это сварка, выполненная дуговой точечной сваркой или контактной точечной сваркой, где процесс сварки не указан.
Этот термин подразумевает контактную точечную сварку.
Расстроенный сварной шов
Сварка с осадкой — это процесс контактной сварки, при котором плавление происходит постепенно вдоль стыка или по всей стыкуемой поверхности.
Приложение давления перед нагревом является обязательным и происходит во время отопительного периода.
Тепло возникает за счет сопротивления протеканию электрического тока в зоне контакта между поверхностями.
Сварочные позиции
Сварка часто выполняется на конструкциях в том положении, в котором они находятся.
Были разработаны методы, позволяющие выполнять сварку в любом положении.
Некоторые процессы сварки могут выполняться во всех положениях, в то время как другие могут использоваться только в одном или двух положениях.
Всю сварку можно классифицировать по положению заготовки или по положению сварного соединения на свариваемых листах или профилях.
Существует четыре основных положения сварки, которые показаны на рисунках 6-30 и 6-31.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10,000 XNUMX других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
О Джеффе Гриле
Джефф Грилл родом из Лонг-Айленда, участка земли протяженностью 118 миль, который начинается недалеко от побережья Манхэттена и простирается глубоко в Атлантический океан. Он всегда интересовался сваркой с раннего возраста, и у него есть порезы и синяки, чтобы доказать это, когда он начал работать с различными металлами.




/cdn.vox-cdn.com/uploads/chorus_image/image/68916776/Kitchen_MainView2_OpenWithBlind__1_.0.jpg)