Как следует из названия, гибка труб в горячем состоянии включает нагрев трубы до высокой температуры, что упрощает процесс гибки. Металлы при высоких температурах становятся более мягкими и гибкими, поэтому они не ломаются и могут гнуться с меньшим усилием.
Существенным недостатком этого метода является то, что металлы расширяются при нагреве, поэтому окончательные размеры гиба и угол гиба при охлаждении могут отличаться от требуемых.
Холодная гибка труб
Метод холодной гибки труб не требует нагрева металлической трубы до высокой температуры, гибка осуществляется при комнатной температуре трубы. Основное преимущество этого метода заключается в том, что он обеспечивает более высокую точность, поскольку окончательные размеры металла не изменяются из-за изменения температуры.
Помимо этой температурной классификации процессов гибки труб, различные типы гибки труб также могут быть определены на основе используемой технологии. Ниже приводится краткий обзор этих различных типов.
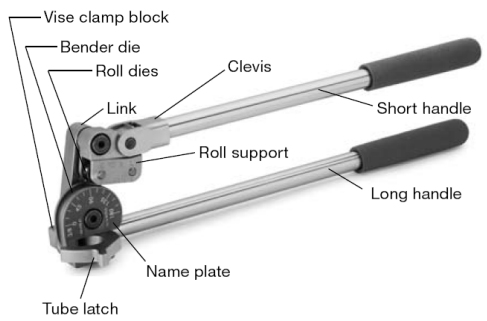
Ручной трубогиб для гибки тонкостенных труб

Изгиб пресса или рамы: Гибка прессом является одним из самых простых процессов гибки. При гибке прессом две матрицы, наклоненные под требуемым углом изгиба, прижимаются к прямой трубе для создания изгиба. Хотя гибка прессом дешева, она не подходит для толстых труб.
Ротационная гибка: Ротационная гибка является одним из лучших и наиболее часто используемых процессов гибки. В этом методе труба зажимается по внешнему диаметру и поворачивается вокруг штампа, называемого гибочным штампом. Существует множество различных вариантов процесса гибки с вращающимся вытягиванием.
Изгиб сжатия: Гибка сжатием — это метод гибки старой школы. В этом методе труба зажимается с обоих концов, а давление прикладывается в точке, где требуется изгиб.
Гибка рулона: При вальцевании ряд роликов проталкивает трубу через рулон, который наматывается под требуемым углом изгиба. Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками.
Заготовка укладывается поверх двух нижних валков [1]. Верхний ролик [2] прижимает трубу между двумя роликами. Это вызывает пластическую деформацию, изгиб заготовки. Валки часто имеют форму, соответствующую диаметру трубы, чтобы предотвратить деформацию поперечного сечения. Затем труба проходит через процесс с помощью приводных валков и непрерывно изгибается таким образом. Для достижения желаемого радиуса процесс повторяется.
Изгиб оправки: Изгиб на оправке включает в себя вставку металлического стержня (называемого оправкой) внутрь трубы во время процесса гибки, чтобы труба не сжималась.
Дворник умирает: Грязесъемные матрицы также являются вставками, как и оправка, но они не используются внутри трубы. Они используются по касательной к гибочному штампу, чтобы предотвратить деформацию материала трубы.
Индукционная гибка: Индукционная гибка головки включает нагрев трубки через катушку, расположенную рядом с трубкой, а затем ее изгибание с помощью поворотной матрицы.

Насыпка песка и формирование горячей плиты: Набивка песком заключается в засыпке песка в трубу и нагревании его в печи. Затем происходит формирование плиты, при которой труба зажимается на плите и сгибается с помощью крана или лебедки.
Какое оборудование необходимо для гибки труб?
Для того, чтобы успешно согнуть трубу, нужен определенный набор оборудования.
Первым и главным оборудованием, которое требуется для гибки труб, является сам трубогиб. Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
В зависимости от движущей силы может быть несколько типов трубогибов, таких как.
Ручные трубогибы полагаются на физическую силу оператора, сгибающего трубу. Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Эти трубогибы используют электрический серводвигатель для перемещения штампов и выполнения процесса гибки. Они немного дороже, чем ручные трубогибы, но они могут очень хорошо работать с твердыми трубами.
Гидравлические трубы основаны на гидравлическом давлении (давление, создаваемое узкими водяными лучами), по тому же принципу, который используется в кранах и других мощных машинах. Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Для большинства технологий гибки труб требуется набор штампов, чтобы удерживать трубу и оказывать на нее давление для гибки. Основными матрицами, используемыми для этой цели, являются зажимная матрица, гибочная матрица и пресс-форма. Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Трубогибочные станки, независимо от того, насколько они эффективны, иногда могут привести к разрушению трубы или деформации формы. Вот почему в трубу вставляется стержень, называемый оправкой, чтобы сохранить ее целостность.
Грязесъемные плашки вставляются по касательной к гибочному штампу в точке, где гибочный штамп касается изгиба трубы. Целью зачистных плашек является предотвращение деформации материала, возникающей в процессе гибки.
Условия гибки труб и труб
Когда вы выбираете трубогиб или выполняете сам процесс гибки, вам часто приходится сталкиваться с некоторыми терминами.
Толщина стенки — это толщина материала трубы, обычно измеряемая в миллиметрах. Более толстые трубы более прочные, но их немного сложнее согнуть.
Внутренний диаметр (ID)
Внутренний диаметр — это внутренний диаметр трубы, измеренный до внутреннего края. Если вы используете оправку, толщина оправки определяется исходя из этого диаметра.
Внешний диаметр (OD)
Наружный диаметр – это диаметр трубы, измеренный до внешних краев. Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Степень изгиба (DOB)
Степень изгиба (DOB) – это угол, на который изгибается труба. Этот угол обычно измеряется в градусах.
Радиус центральной линии (CLR)
Радиус осевой линии немного сложно понять. По определению это радиус центра кривизны изгиба, центр оси трубы. Чтобы понять это, представьте, что изогнутая часть изогнутой трубки представляет собой полный круг. Осевой линией будет радиус окружности.
Чтобы рассчитать CLR, просто обведите изогнутую часть трубки на бумаге. Используя компас, переместите изгиб вдоль трассы, чтобы продлить кривую, пока она не станет полной окружностью. Измерьте радиус этой окружности до центра трубы, это будет радиус центральной линии.
Радиус центральной линии указан на используемом инструменте, чтобы убедиться, что он подходит для необходимого изгиба.
Достигнутый радиус центральной линии (достигнутый CLR)
При изгибе трубы окончательные размеры изгиба могут немного отличаться от предполагаемых из-за небольших изменений и деформаций металлических стенок трубы. Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Когда изогнутая трубка высвобождается из зажимов трубогиба, трубка немного выпрямляется, как пружина, освобождающаяся от напряжения. Это изменение формы называется пружинением. Для точного изгиба пружинение должно быть как можно меньше.
Индукционная гибка
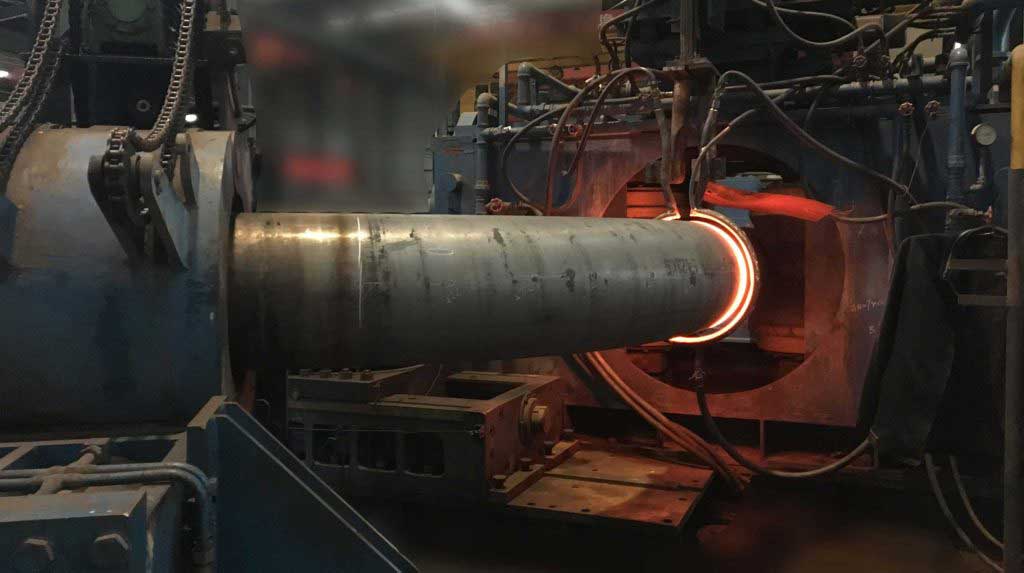
Индукционная гибка — это контролируемое средство гибки труб с помощью локального нагрева с использованием высокочастотной индуцированной электрической энергии.
Первоначально использовавшаяся для поверхностной закалки сталей, индукционная технология при гибке труб состоит в основном из индукционной катушки, размещенной вокруг изгибаемой трубы. Индукционная катушка нагревает узкий участок трубы по окружности до температуры от 850 до 1100 градусов Цельсия (в зависимости от формируемого материала). Когда достигается правильный диапазон температур изгиба, труба медленно перемещается через индукционную катушку, в то время как изгибающее усилие прикладывается рычагом с фиксированным радиусом.
Изображение принадлежит. Kersten Group
Производство индукционных гибов
Индукционные изгибы формируются на заводе путем пропускания прямой трубы через индукционную гибочную машину. В этой машине используется индукционная катушка для нагрева узкой полосы материала трубы. Передний конец трубы крепится к поворотному рычагу.
Когда труба проталкивается через машину, получается изгиб с желаемым радиусом кривизны. Нагретый материал сразу за индукционной катушкой гасится водяной струей на внешней поверхности трубы. Тепловое расширение узкого нагреваемого участка трубы сдерживается за счет необогреваемой трубы с обеих сторон, что вызывает усадку диаметра при охлаждении.
Процесс индукционного изгиба также вызывает утолщение стенки на внутренней поверхности и истончение на внешней стороне. Интенсивность утолщения/утончения зависит от температуры изгиба, скорости, с которой труба проталкивается через индукционную катушку, расположения индукционной катушки относительно трубы (ближе к внутренней или внешней стороне) и других факторов.
Большинство индукционных гибок изготавливаются с касательными концами (прямыми участками), на которые не влияет процесс индукционной гибки. Выполняются монтажные сварные швы или секции трубы прикрепляются к незатронутым касательным концам, что позволяет выполнять подгонку, аналогичную той, которая возникает при сварке прямых секций трубы вместе.
Индукционные изгибы бывают со стандартными углами изгиба (например, 45°, 90° и т. д.) или могут быть изготовлены по индивидуальному заказу с определенными углами изгиба. Также могут быть выполнены составные изгибы (неплоскостные) изгибы в одном стыке трубы. Радиус изгиба определяется как функция диаметра. Например, обычные радиусы изгиба для индукционных отводов составляют 3D, 5D и 7D, где D — номинальный диаметр трубы.
Преимущества индукционных изгибов
- Большой радиус для плавного потока жидкости.
- Рентабельность, прямой материал дешевле, чем стандартные компоненты (например, колена), а изгибы можно производить быстрее, чем можно сваривать стандартные компоненты.
- Колена могут быть заменены коленами с большим радиусом, где это применимо, и, следовательно, могут быть уменьшены трение, износ и энергия насоса.
- Индукционная гибка снижает количество сварных швов в системе. Он удаляет сварные швы в критических точках (касательные) и улучшает способность поглощать давление и напряжение.
- Индукционные отводы прочнее, чем отводы с одинаковой толщиной стенки.
- Меньший объем неразрушающего контроля сварных швов, например рентгеновский контроль, позволит сэкономить средства.
- Запас колен и стандартных изгибов может быть значительно уменьшен.
- Более быстрый доступ к основным материалам. Прямые трубы более доступны, чем отводы или стандартные компоненты, а отводы почти всегда можно производить дешевле и быстрее.
- Требуется ограниченное количество инструментов (при холодной гибке не используются шипы или оправки).
- Индукционная гибка – это чистый процесс. Для процесса не требуется смазка, а вода, необходимая для охлаждения, используется повторно.
ASME B16.49
. Стандарт охватывает требования к конструкции, материалам, изготовлению, испытаниям, маркировке и контролю заводских отводов трубопроводов из материалов из углеродистой стали с контролируемым химическим составом и механическими свойствами, изготовленных в процессе индукционной гибки, с касаниями или без них.
Этот стандарт распространяется на индукционные отводы для транспортных и распределительных трубопроводов (например, ASME B31.4, B31.8 и B31.11). Технологические и энергетические трубопроводы имеют разные требования и материалы, которые могут не соответствовать ограничениям и проверкам, описанным в настоящем документе, и поэтому не включены в настоящий стандарт.





